Pharmko is based in New York and provides home infusion therapy statewide — IV antibiotics, IVIG, TPN, IDPN, and specialty medications. Licensed, ACHC accredited, and available 24/7.

Osteomyelitis requires weeks of IV antibiotics that can often be completed at home. Learn who qualifies for OPAT, what the treatment timeline looks like, and how Pharmko supports bone infection recovery.
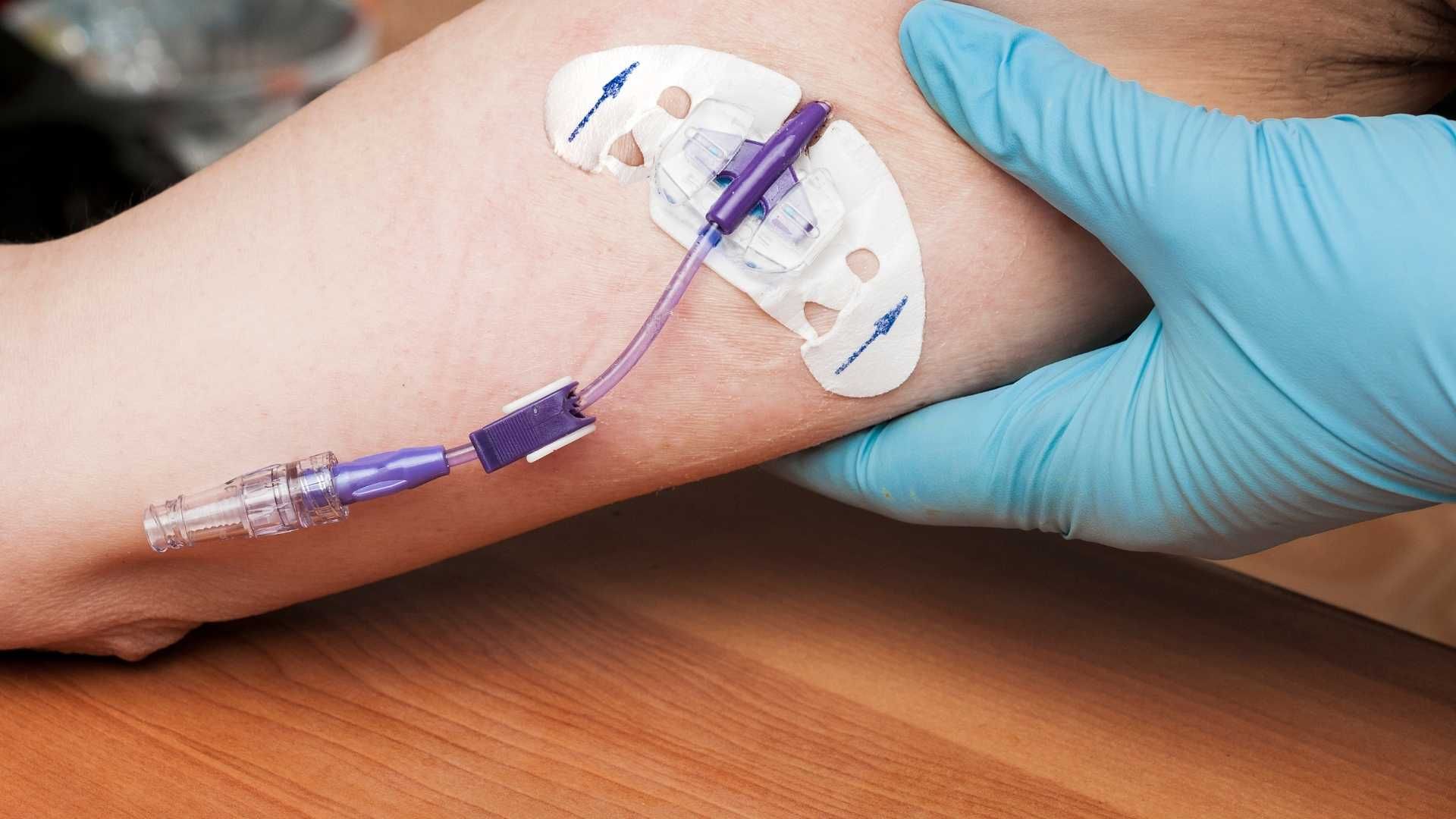
Learn what a PICC line is, how it's inserted, how to care for it at home, and why it's the most common IV access device for home infusion therapy. Pharmko nurses provide full PICC line training.

Learn how IV iron infusion works at home — which products are used, who qualifies, what to expect during treatment, and how Pharmko delivers iron infusion therapy across 22+ states.

Learn how home infusion therapy works for multiple sclerosis, including Ocrevus and Tysabri, who qualifies for home-based MS infusions, what to expect, and how Pharmko coordinates care.

Learn how total parenteral nutrition (TPN) at home works — who qualifies, how it's delivered, what daily life looks like, and how Pharmko supports patients from first dose through long-term therapy.

Low albumin is a key marker of malnutrition in dialysis patients. Learn what causes albumin decline, when IDPN is indicated, and how Pharmko supports renal nutrition across 22+ states.

Learn about the different types of infusion pumps used in home therapy, ambulatory, electronic, elastomeric, and CADD pumps, and how your pump is matched to your specific treatment.

Learn how home infusion therapy works for rheumatoid arthritis — including Remicade (infliximab) and other IV biologics, who qualifies for home treatment, and how Pharmko supports ongoing RA care.

When a patient or provider chooses a compounding pharmacy to prepare IV medications, they are trusting that the pharmacy operates under rigorous, independently enforced standards. In the United States, those standards are defined by two chapters of the United States Pharmacopeia: USP <797> for sterile compounding and USP <800> for hazardous drug handling. Pharmko operates in full compliance with both chapters. Understanding what these standards require, and what happens when they are not met, helps patients and providers make informed decisions about which pharmacy they trust with their care. What Is USP <797>? USP <797> (Pharmaceutical Compounding, Sterile Preparations) is the national standard that defines the minimum requirements for compounding sterile preparations safely. It covers: Cleanroom environment classification, ISO Class 5 at the point of compounding, ISO Class 7 for the surrounding buffer area, ISO Class 8 for the ante-room Personnel training, gowning, and aseptic technique requirements Sterilization and filtration methods by product type Beyond-use dating (BUD), how long a compounded sterile preparation remains safe to use Environmental and personnel monitoring schedules Quality assurance, documentation, and deviation management USP <797> applies to every pharmacy that prepares IV solutions, injections, eye drops, or other sterile preparations, whether they are a hospital pharmacy, ambulatory infusion center, or specialty pharmacy like Pharmko. The 2023 Revision: What Changed USP <797> was significantly revised in 2023 (effective November 2023). Key changes include: Stricter beyond-use date requirements, compounded sterile preparations must now meet more conservative dating limits unless sterility testing supports extended dating Enhanced environmental monitoring, more frequent air and surface sampling with defined action levels Clearer personnel qualification requirements, competency assessments are now required at defined intervals New category system, preparations are now categorized (Category 1 and Category 2) based on sterility assurance level and BUD Pharmacies that were compliant under the previous version of USP <797> must have updated their procedures and infrastructure to meet the 2023 revision. Pharmko updated our facilities, policies, and documentation systems in alignment with the revised chapter. What Is USP <800>? USP <800> (Pharmaceutical Compounding, Hazardous Drugs) establishes standards for the safe handling of hazardous drugs throughout the pharmacy, from receipt and storage to preparation, dispensing, and waste disposal. Hazardous drugs include certain chemotherapy agents, antiviral medications, hormones, and other drugs that pose risks of carcinogenicity, reproductive toxicity, or organ damage at low exposure levels. USP <800> requires: Negative-pressure ventilated containment primary engineering controls (C-PECs) for hazardous drug compounding Separate, dedicated hazardous drug storage areas Personal protective equipment (PPE) requirements for all staff handling hazardous drugs Closed-system drug transfer devices (CSTDs) for certain preparations Spill kits and exposure management protocols Why These Standards Matter for Patients The consequences of non-compliance are serious. High-profile compounding pharmacy failures, including a 2012 fungal meningitis outbreak linked to contaminated steroid injections that killed 64 patients and injured hundreds, demonstrated what happens when sterile compounding standards are not followed. For patients receiving home IV therapy, USP <797> compliance is not a credential to check once and forget, it reflects the ongoing daily practices of the pharmacy preparing their medications. Patients and providers should verify that any pharmacy preparing their IV solutions is accredited, state-licensed, and actively compliant with current USP standards. How Pharmko Meets These Standards Pharmko's sterile compounding facility is designed, staffed, and operated to meet USP <797> and USP <800> requirements. We are ACHC accredited, state-licensed in 22+ states, and subject to regulatory inspection. Every batch we compound is reviewed by a licensed pharmacist, and our environmental and personnel monitoring data is reviewed on a defined schedule. For a broader overview of what sterile compounding is and how it differs from retail pharmacy, see our guide on what is sterile compounding for IV therapy . For providers interested in our compounding capabilities, see our physician services page or contact our pharmacy team directly. → Contact Pharmko about sterile compounding: 1-877-540-2003