What are sterile injectables, and how are they used?
Understanding Sterile Injectables: Fundamentals and Significance
Sterile injectables are a cornerstone of modern healthcare, facilitating rapid, precise, and effective treatment across a broad spectrum of medical conditions. These drug products are designed to be entirely free from microorganisms, ensuring patient safety during administration. Their importance spans emergency care, chronic illnesses, immunizations, biologics, and advanced therapies, reflecting their critical role in both everyday medical practice and cutting-edge biomedical innovations. This article delves into what sterile injectables are, the rigorous processes involved in their manufacturing, the regulatory landscape governing their use, and the latest industry trends shaping their future.
Definition and Primary Uses of Sterile Injectables
What are sterile injectables and what are their primary uses in medicine?
Sterile injectables are medications that are meticulously manufactured to be completely free from any microorganisms, ensuring their safety when administered directly into the human body. Because they bypass natural defenses like the digestive system, maintaining sterility throughout their production is of utmost importance.
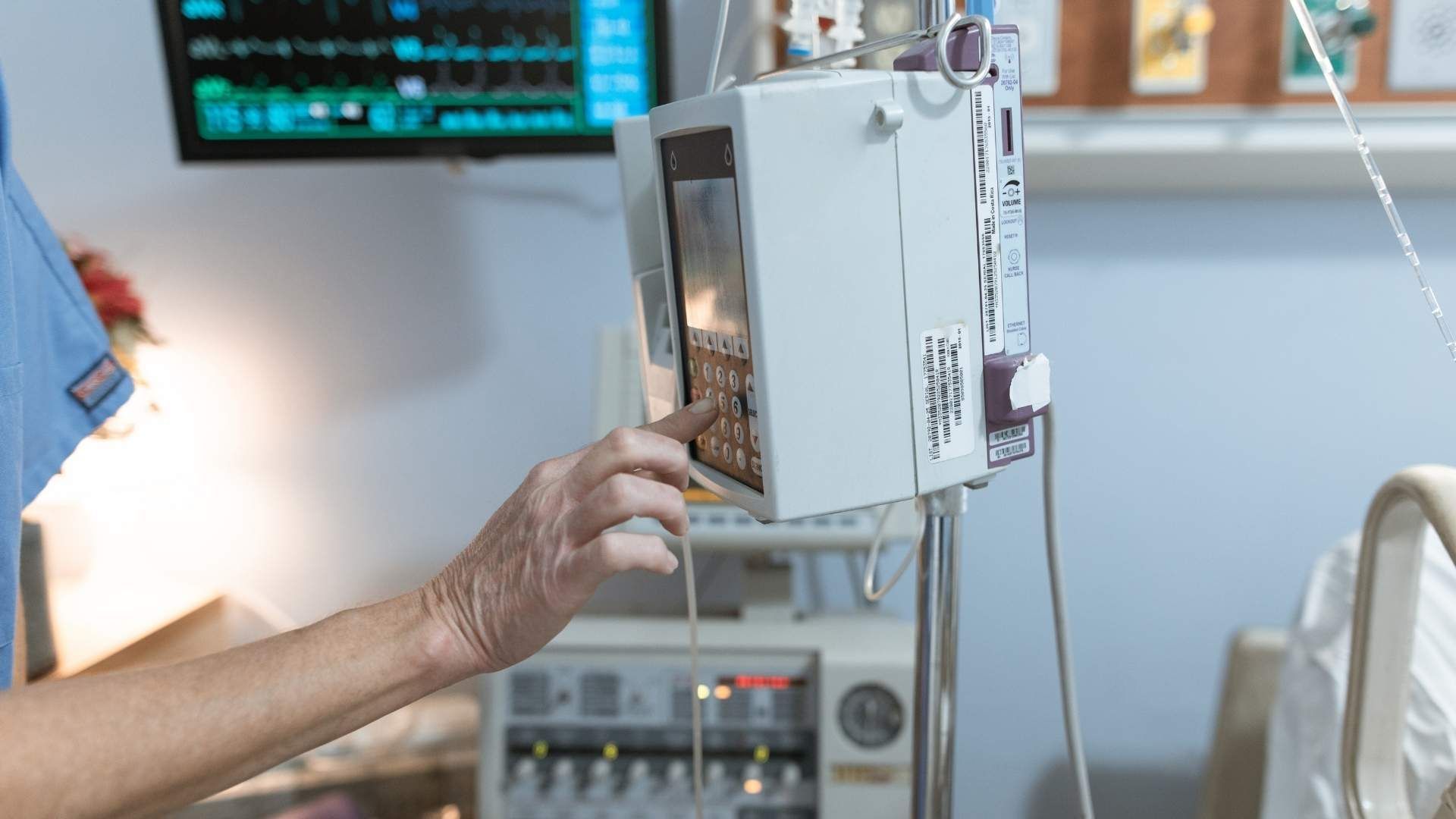
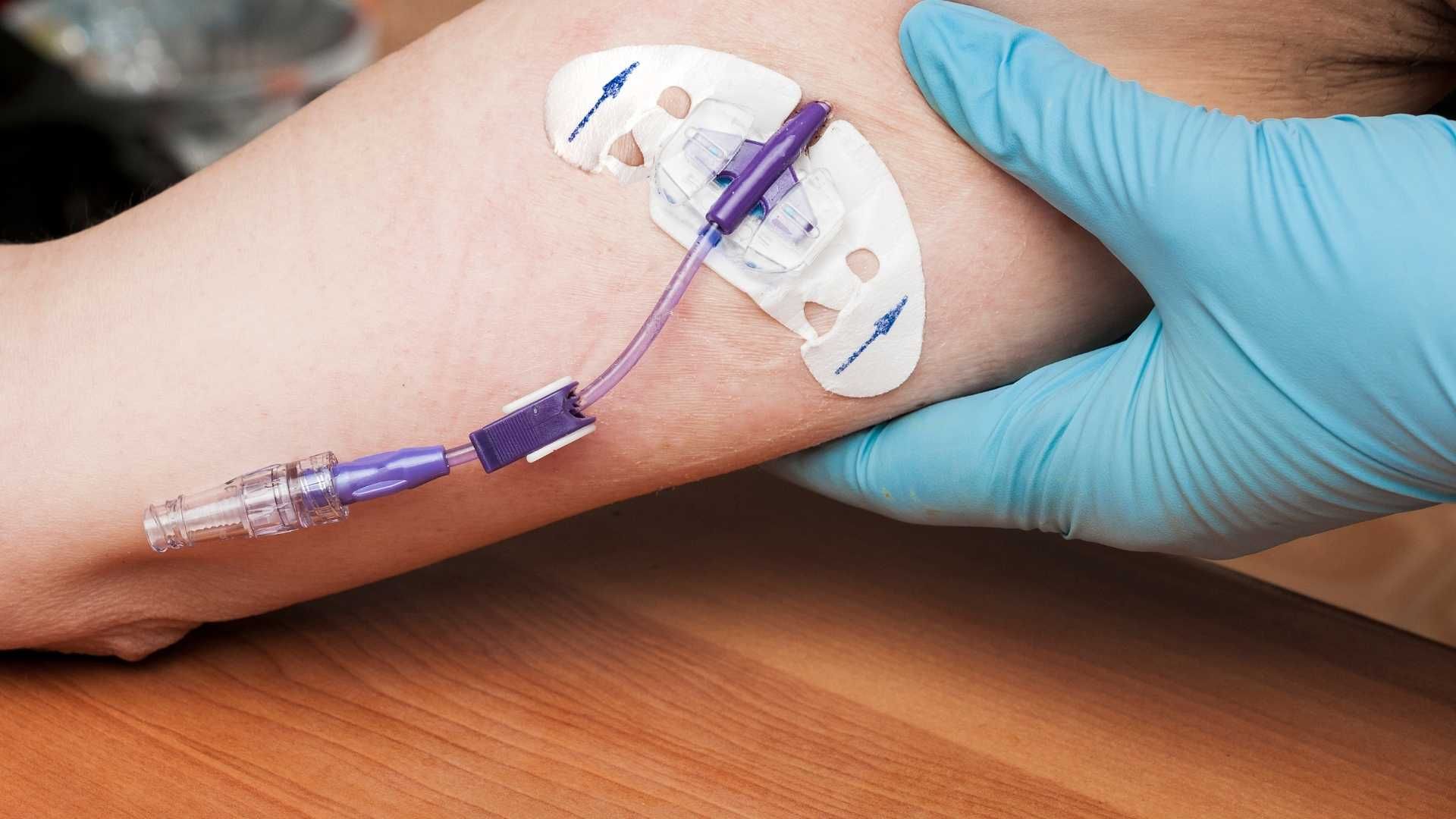
These drugs are primarily administered through various routes such as intravenous (IV), intramuscular (IM), subcutaneous (SC), intraarticular, or intraocular injections. Their ability to deliver medications rapidly and directly into the bloodstream or tissues makes them indispensable in emergency situations, where swift action can save lives.
The main medical applications of sterile injectables include treatment of critical and life-threatening conditions like cancer, HIV/AIDS, and severe infections. They are also widely used for managing chronic illnesses such as diabetes, multiple sclerosis, and rheumatoid arthritis.
In addition, sterile injectables play a significant role in the delivery of advanced biological products, including biologics, vaccines, and cell therapies. These biologic drugs, which constitute an increasing share of the market, require precise formulation and sterile conditions during manufacturing to preserve their effectiveness.
The manufacturing process involves sophisticated techniques such as aseptic processing—where components are sterilized separately and assembled in sterile environments—and terminal sterilization, which sterilizes the final product using methods like autoclaving or gamma radiation. These procedures ensure that the final injectable is safe for injection and free from microbial contamination.
Market dynamics show a rapid growth driven by aging populations, increasing demand for biologics, and innovations in delivery formats such as prefilled syringes, which enhance safety, reduce dosing errors, and improve patient convenience.
Overall, sterile injectables are a critical component of modern health care, providing effective treatment options across a wide spectrum of medical conditions, and their manufacturing adheres to strict quality and regulatory standards to safeguard patient health.
The Critical Role of Sterility in Injectable Medicines

Why is sterility essential in injectable medicines?
Sterility is fundamental for injectable medicines because these drugs are administered directly into the bloodstream, muscles, or tissues, effectively bypassing the body's natural protective barriers. This direct entry into the body means that any microbial contamination can lead to serious health complications.
Contaminated injectables can cause infections, sepsis, and adverse reactions that may be life-threatening, especially in immunocompromised patients. To prevent these risks, manufacturing processes for sterile injectables must be rigorous. They include aseptic processing—where all components and environment are sterile—and terminal sterilization, which involves sterilizing the final product using methods like heat autoclaving or gamma irradiation.
Throughout the entire manufacturing process, from raw material sourcing to packaging and storage, maintaining a sterile environment is crucial. Resources such as controlled cleanrooms, sterilized equipment, and personnel wearing protective clothing are standard in production facilities. These procedures help eliminate or destroy any microorganisms, ensuring the delivered drug is safe.
The importance of sterility extends beyond safety. It also helps retain the drug's efficacy over its shelf life. Regulatory agencies worldwide, including the FDA and EU authorities, enforce strict standards for sterility. Manufacturers must validate their processes, conduct routine testing, and maintain traceability of all materials to ensure each batch meets these high standards.
In summary, sterility in injectable medicines is vital to prevent infection risks, protect patient health, and comply with global regulatory requirements. Achieving and maintaining sterility is a complex, costly but necessary effort integral to safe and effective injectable therapy.
Risks of contamination
Contamination can occur at any step in the manufacturing process. Common sources include raw materials, equipment, the environment, and personnel. Without strict controls and sterilization procedures, microorganisms such as bacteria, fungi, and viruses can contaminate the product.
Effects of contaminated injectables
The consequences of using contaminated injectables are severe. Patients may experience infections like sepsis, localized abscesses, allergic reactions, or more complex systemic issues. Such contamination can also lead to product recalls, legal liabilities, and damage to a manufacturer's reputation.
Regulatory requirements for sterility
Regulatory bodies mandate stringent standards for sterile injectable manufacturing. Guidelines like USP <797>, EU Annex 1, and FDA cGMPs outline requirements for environment controls, sterilization validation, personnel training, and quality testing.
Manufacturers conduct multiple tests, including biological indicator tests, endotoxin testing, and visual inspection, to confirm sterility. They must also document processes and validation efforts thoroughly.
| Aspect | Description | Regulatory Reference |
|---|---|---|
| Manufacturing | Aseptic processing, terminal sterilization | FDA cGMP, EU Annex 1 |
| Environment | Cleanrooms of Class 100/10,000, controlled airflow | USP <797>, EU regulations |
| Testing | Biological, endotoxin, visual inspection | USP, Ph.Eur., ISO standards |
| Personnel | Protective clothing, training | GMP guidelines |
| Validation | Sterilization cycle validation, environmental monitoring | Regulatory standards |
Understanding the critical nature of sterility in injectable medicines underscores the importance of rigorous production standards. These measures protect patients from potentially life-threatening infections and uphold the trust in pharmaceutical care.
Fostering safe medication practices through strict sterile manufacturing is essential for public health. As innovations develop, ongoing compliance and technological advancement continue to improve the safety and reliability of injectable drugs.
Types and Forms of Sterile Injectables
What are common types and forms of sterile injectables?
Sterile injectables come in a variety of types and forms, tailored to meet specific medical needs and routes of administration. The most common forms include solutions, suspensions, emulsions, and powders. Solutions are liquid preparations where the active drug is dissolved in a suitable solvent; suspensions consist of finely divided solid particles dispersed in liquid, requiring reconstitution before use; emulsions are mixtures of oil and water phases stabilized by emulsifying agents, used for specific applications; powders are sterile solids that are reconstituted into solutions or suspensions prior to injection.
These products are primarily manufactured through two main processes: terminal sterilization and aseptic fill-finish. Terminal sterilization involves sterilizing the final packaged product using methods such as autoclaving or gamma irradiation, suitable for heat-stable drugs. Aseptic processing involves sterilizing components separately—such as containers, filling equipment, and raw materials—and maintaining sterility throughout the filling process in controlled environments, typically in cleanrooms.
In terms of packaging, sterile injectables are often supplied in glass or plastic ampoules and vials, which are sealed to maintain sterility. The advent of prefilled syringes and infusion bags has improved medication safety and convenience, especially for biologics and self-administration therapies.
Typical drugs formulated as sterile injectables include insulin for diabetes management, vaccines for immunization programs, local anesthetics used during surgical procedures, and various cytotoxic and biologic drugs for cancer and autoimmune diseases. These medications are administered via different routes depending on therapeutic goals, including intravenous (IV), intramuscular (IM), subcutaneous (SC), intrathecal (IT), and intraarticular injections.
This diversity in form and method highlights the critical importance of robust manufacturing processes, stringent quality controls, and regulatory compliance to ensure safety and efficacy of sterile injectable products in medical care.
Manufacturing Processes for Sterile Injectables
What processes are involved in the manufacturing of sterile injectables?
Producing sterile injectables involves a series of complex and tightly regulated steps designed to eliminate any chance of microbial contamination. The process begins with meticulous formulation development, ensuring that the drug is stable and compatible with primary packaging materials while meeting all quality standards.
Once formulated, the next critical stage is sterilization—either through terminal sterilization or aseptic processing. Terminal sterilization happens after the product has been filled into its final container, using methods like steam autoclaving, gamma radiation, or ethylene oxide gas. This approach is preferred for heat-stable drugs because it ensures comprehensive sterilization.
However, for heat-sensitive medications, aseptic manufacturing is employed. In this method, all raw materials, containers, and equipment are sterilized separately via filtration or sterilization techniques and are maintained in controlled environments throughout production.
Aseptic processing requires advanced cleanroom facilities classified by ISO standards—ISO 5 or Class A environments for critical steps—where personnel in protective clothing carry out each phase. The environment is tightly controlled, with strict air quality management and regular environmental monitoring.
Filtration through 0.22-micron sterile filters effectively removes bacteria and fungi from solutions during processing. During fill-finish, the drug product is transferred into sterilized containers—vials, syringes, or cartridges—inside isolators or robotic systems to maintain sterility.
All components, including primary containers, closures, and fill lines, are sterilized before contact with the drug. The process involves the use of specialized equipment such as sterile filling machines, autoclaves, or radiation chambers. Such machines are critical for aseptic filling, ensuring no contamination occurs during the transfer of the drug into its final container.
Throughout manufacturing, extensive validation of sterilization processes is conducted, along with rigorous testing—including sterility testing, endotoxin testing, and bioburden analysis—to confirm that the product is free from microbial contamination and pyrogens.
Quality assurance protocols emphasize process validation, environmental controls, and process qualification. This multi-layered approach helps maintain consistent product quality and assures compliance with regulatory standards such as those outlined by the FDA and EMA.
In summary, manufacturing sterile injectables combines advanced technology, controlled environments, and strict quality measures. Whether using terminal sterilization or aseptic processing, the goal remains the same: to produce safe, effective, and sterile injectable medicines for critical patient needs.
Regulatory Standards and Quality Control

What regulations and standards govern the quality and safety of sterile injectables?
The safety and quality of sterile injectables are upheld through strict adherence to numerous regulations and guidelines issued by various health authorities worldwide. These regulations are designed to maintain high standards in manufacturing, testing, and distribution, ensuring that patients receive safe, effective, and uncontaminated products.
One of the most comprehensive frameworks is provided by the World Health Organization (WHO), which establishes Good Manufacturing Practices (GMP) guidelines. These guidelines cover every aspect of sterile injectable production, including sanitation, sterilization, aseptic processing, personnel training, premises, equipment, and final product finishing. The goal is to eliminate contamination risks and produce medicines that consistently meet high quality standards.
In the United States, the Food and Drug Administration (FDA) enforces current GMP regulations codified in 21 CFR parts 210 and 211. These regulations require manufacturers to implement validated sterilization processes, maintain controlled environments, and perform rigorous quality control tests. The FDA’s oversight ensures that sterile injectable products are safe for patient use and meet the necessary potency and purity standards.
International standards are similarly stringent. The European Medicines Agency (EMA) and other regional agencies enforce GMP compliance aligned with WHO guidelines and local regulations. They conduct inspections and audits to verify manufacturing practices, with a focus on environmental controls, sterility assurance, and process validation.
Sterility testing is a critical component of quality assurance. Methods include membrane filtration, direct inoculation, and rapid microbiological methods to detect viable microorganisms. These tests are performed at multiple stages—after manufacturing, before packaging, and on final products—to confirm the absence of microbial contamination.
Process validation is another essential component, involving the documentation of procedures and results that prove sterilization methods and manufacturing steps produce consistent, contamination-free products. Validation includes sterilization cycle validation, equipment qualification, and process robustness assessments.
Traceability and comprehensive documentation underpin regulatory compliance. Every batch manufactured must be meticulously tracked, from raw material sourcing through production and delivery. Certification schemes like EXCiPACT support the supply chain integrity of pharmaceutical ingredients used in sterile injectables.
In summary, the regulatory landscape for sterile injectables involves a multilayered approach—adhering to international and national standards like WHO GMP, FDA regulations, and other regional guidelines—to safeguard against contamination and ensure product quality.
| Regulation/Standard | Governing Body | Focus Areas | Additional Notes |
|---|---|---|---|
| WHO GMP | World Health Organization | Quality control, sterilization, aseptic process | Framework for global manufacturing standards |
| 21 CFR Parts 210 & 211 | FDA (US) | Manufacturing, testing, packaging, sterilization | Enforces strict compliance for US market |
| EMA Guidelines | European Medicines Agency | GMP, environmental controls | Regional variation, aligned with WHO |
| EXCiPACT Certification | Certification body for excipients | Supply chain traceability | Ensures integrity of raw materials |
How do these standards impact manufacturing practices?
Compliance with these regulations directly influences how sterile injectables are produced. They require facilities to have advanced cleanroom environments, validated sterilization processes, and trained personnel.
Manufacturers invest heavily in state-of-the-art equipment, often operating in Class 100 or Class 10,000 cleanrooms, to maintain sterile conditions. Regular environmental monitoring, environmental sampling, and validation tests are mandatory.
Furthermore, procedures such as sterilization validation, process qualification, and ongoing stability testing are essential to meet regulatory approval and market expectations. These practices not only ensure safety but also facilitate product consistency and batch-to-batch reliability.
In conclusion, the global regulatory environment forms a rigorous framework that guides pharmaceutical companies in manufacturing sterile injectables. It fosters innovation in sterilization techniques, solidifies quality assurance practices, and ultimately protects patient health.
Market Dynamics and Industry Trends
What are the current market trends and industry considerations for sterile injectables?
The sterile injectables sector is currently experiencing a period of robust expansion. A significant driver of this growth is the soaring demand for biologic therapies, including monoclonal antibodies, and innovative treatments such as cell and gene therapies. As biologics are often complex and require sterile conditions, advancements in manufacturing technology are critical to meeting market needs.
One notable trend is the shift towards more sophisticated drug delivery formats. Prefilled syringes and autoinjectors are becoming increasingly popular, offering benefits such as reduced dosing errors, enhanced safety, and improved patient compliance. These delivery devices are supported by technological innovations in manufacturing, including automation, robotic filling systems, and single-use sterile technologies.
Technological improvements play a vital role in ensuring product quality and regulatory compliance. Automated aseptic processing, real-time process monitoring, and advanced sterile filtration are now standard practices to maintain product integrity. Additionally, innovations like lyophilization (freeze-drying) facilitate the stability and shelf-life of biologics, though they come with challenges such as device compatibility.
Regulatory environments continue to evolve with stricter guidelines, especially within the EU’s Annex 1 and the U.S. FDA’s cGMP standards. Manufacturers are investing heavily in cleanroom facilities that meet Class 100 and Class 10,000 standards, employing high-precision equipment and rigorous testing protocols to prevent contamination.
Market growth projections forecast substantial increases, driven by factors such as the rising prevalence of chronic illnesses like cancer, diabetes, and cardiovascular diseases. North America remains the largest market due to its mature healthcare infrastructure, while Asia Pacific is anticipated to surpass others in growth rate, fueled by expanding healthcare access and rising investments.
Industry considerations also include scaling manufacturing capacities through mergers, acquisitions, and contract manufacturing organizations (CMOs) capable of high-quality sterile production. Additionally, developing safer administration methods, including less invasive and more comfortable delivery systems, is gaining focus to improve patient experience.
Overall, the industry is characterized by high innovation, an expanding pipeline of injectable therapies, and a continual emphasis on product quality, safety, and regulatory adherence. Moving forward, companies that leverage advanced manufacturing technologies and navigate complex regulatory landscapes will be well-positioned for sustained growth.
Navigating Future Challenges and Opportunities in Sterile Injectables
The landscape of sterile injectables is marked by continuous innovation, stringent regulatory oversight, and an expanding global market. Ensuring the highest standards of sterility, quality, and safety remains paramount, necessitating ongoing investment in advanced manufacturing technologies, rigorous testing, and compliance with evolving standards. As demand intensifies—with biologics, personalized therapies, and oral alternatives all vying for attention—industry stakeholders must balance technological progress with patient safety and cost efficiencies. The adoption of automation, novel container systems like prefilled syringes, and sophisticated supply chain management will shape the next era of sterile injectable development. The future promises expanding applications, increased market opportunities, and ongoing challenges that require adaptive strategies to deliver safe, effective medicines to patients worldwide.
References
- Understanding Sterile Injectables: Key Considerations for the ...
- Sterile Injectable Drugs Defined - Ascendia Pharmaceutical Solutions
- What is a Sterile Injectable and How Are They Made? - ten23 health
- Understanding the Production Process of Sterile Injectables
- Our Work in Developing Sterile Injectables - Oakwood Labs
- Sterile injectable therapies: Changing delivery formats ... - Patheon
- Sterile Injectable CDMOs: A Comprehensive Guide to Trends and ...
- Sterile Injectables CMOs: The Empowering Impact of Technology on ...
- Sterile Injectables: A Booming Market - Contract Pharma
- Grasping the Process of Sterile Injectables Manufacturing